
Q1. X'inhuma l-vantaġġi u l-iżvantaġġi tal-konnessjonijiet tal-istann?
Vantaġġi ta 'konnessjoni iwweldjata: struttura sempliċi, l-ebda dgħjufija tas-sezzjoni tal-komponent, ipproċessar faċli, ħafna tipi ta' metodi ta 'wweldjar, tħaddim awtomatiku, iffrankar tal-azzar, effiċjenza għolja, riġidità għolja, integrità tajba, u prestazzjoni tajba tas-siġillar.
Żvantaġġi ta 'konnessjoni iwweldjata: l-istruttura metallografika ta' l-azzar fiż-żona affettwata mis-sħana tinbidel, u l-materjal lokali jsir fraġli; hemm stress residwu tal-iwweldjar u deformazzjoni residwa wara l-iwweldjar, li jnaqqas il-kapaċità tal-ġarr tal-membru tal-kompressjoni; l-istruttura wweldjata hija sensittiva ħafna għax-xquq, u ladarba jseħħu xquq lokali, huwa faċli li tespandi għal kollox, u l-fraġilità kiesħa f'temperatura baxxa hija aktar prominenti.
Q2. Definizzjoni u fatturi li jinfluwenzaw il-weldjabbiltà tal-azzar?
Il-weldjabbiltà tal-azzar tirreferi għall-grad li fih il-materjal jista 'jiġi wweldjat faċilment u jilħaq proprjetajiet strutturali taħt disinn u kundizzjonijiet ta' tħaddim xierqa. L-iwweldjar ħafna drabi huwa affettwat minn fatturi bħall-kompożizzjoni kimika tal-azzar, il-metodu tal-irrumblar u l-ħxuna tal-pjanċa.
Sabiex tiġi evalwata l-influwenza tal-kompożizzjoni kimika fuq il-weldjabbiltà, hija ġeneralment espressa b'ekwivalenti tal-karbonju (Ceq). L-akbar huwa, l-agħar l-issaldjar.
Il-valur Ceq ekwivalenti tal-karbonju (perċentwali) jista' jiġi kkalkulat bil-formula li ġejja:
![]()
Q3. X'inhuma l-kawżi tal-istress tal-iwweldjar u d-deformazzjoni tal-iwweldjar u kif tnaqqashom?
Il-proċess tal-iwweldjar tal-istruttura tal-azzar huwa proċess ta 'tisħin u tkessiħ irregolari. Waqt l-iwweldjar, it-temperatura tal-weldjatura u l-viċinanza tagħha hija għolja ħafna, filwaqt li ħafna mill-metall fid-distanza ma jissaħħanx, u l-espansjoni u l-kontrazzjoni tal-metall prinċipali huma irregolari.
Wara t-tkessiħ, fil-weldjatura jseħħu gradi differenti ta 'jinxtorob u stress intern (lonġitudinali u laterali), li jirriżultaw f'diversi deformazzjonijiet tal-istruttura wweldjata.
B'mod ġenerali, l-istress tal-iwweldjar u d-deformazzjoni tal-iwweldjar jistgħu jitnaqqsu minn żewġ aspetti tat-teknoloġija tad-disinn u l-ipproċessar.
Miżuri tad-disinn: Irranġa l-pożizzjoni tal-weldjaturi b'mod raġonevoli; agħżel id-daqs tal-weldjaturi b'mod raġonevoli; in-numru ta 'weldjaturi għandu jkun żgħir, u n-numru ta' weldjaturi m'għandux ikun ikkonċentrat wisq, u fl-istess ħin, il-weldjaturi mqassma tridimensjonali għandhom jiġu evitati; l-istress jinxtorob fid-direzzjoni tal-ħxuna tal-metall bażiku għandu jiġi evitat kemm jista 'jkun.
Miżuri tal-proċess: irranġa s-sekwenza tal-iwweldjar b'mod raġonevoli; jadottaw deformazzjoni inversa; saħħan minn qabel qabel l-iwweldjar u ittempra wara l-iwweldjar.


Miżuri tal-proċess: irranġa s-sekwenza tal-iwweldjar b'mod raġonevoli; jadottaw deformazzjoni inversa; saħħan minn qabel qabel l-iwweldjar u ittempra wara l-iwweldjar.

Q4. Metodi ta' wweldjar komuni għall-istrutturi tal-azzar?
Metodi ta 'wweldjar komunement użati għall-istrutturi ta' l-azzar jinkludu l-iwweldjar bl-ark manwali, l-iwweldjar bl-ark mgħaddas awtomatiku (jew semi-awtomatiku), u l-iwweldjar protett bil-gass.
Iwweldjar bl-ark manwali: Wara li tinxtegħel il-qawwa, jiġi ġġenerat ark biex jiddewweb il-wajer tal-iwweldjar fl-elettrodu u dripp fil-pool imdewweb tal-kanal żgħir iffurmat mill-ark fuq il-weldjatura.

Il-gagazza u l-gass iffurmati mill-kisi tal-elettrodu jkopru l-pool imdewweb, jipprevjenu l-arja milli tikkuntattja l-metall likwidu mdewweb u tevita l-formazzjoni ta 'komposti fraġli u franġibbli.
Iwweldjar bl-ark mgħaddas: Metodu ta 'wweldjar bl-ark li fih l-ark jinħaraq taħt is-saff tal-fluss.
Il-wajer ta 'l-iwweldjar mhuwiex miksi bil-kisi, iżda t-tarf ta' l-iwweldjar huwa mgħotti bil-fluss granulari li joħroġ awtomatikament mir-ras tat-tnixxija tal-fluss, l-ark huwa kompletament midfun fil-fluss, is-sħana ta 'l-ark hija kkonċentrata, u l-fond tal-penetrazzjoni huwa kbar. Produttività għolja bi kwalità tajba tal-iwweldjar u deformazzjoni żgħira tal-weldjaturi.

Iwweldjar protett bil-gass: Metodu ta 'wweldjar bl-ark li juża gass tad-dijossidu tal-karbonju jew gass inert ieħor bħala mezz protettiv. Filwaqt li sserraħ fuq il-gass protettiv biex tifforma saff protettiv lokali madwar l-ark biex tevita l-intrużjoni ta 'gassijiet ta' ħsara u tiżgura l-istabbiltà tal-proċess tal-iwweldjar.
Is-saħħa tal-weldjatura hija ogħla minn dik tal-iwweldjar bl-ark manwali, u l-plastiċità u r-reżistenza għall-korrużjoni huma tajbin. Huwa adattat għall-iwweldjar fil-pożizzjonijiet kollha, u hemm metodi 'l quddiem u lura.

Q5. Il-pożizzjoni komuni tal-iwweldjar, il-forma tal-ġonta, il-forma tal-kanal, it-tip ta 'weldjatura u l-kodiċi tal-forma tan-nodu tal-istruttura tat-tubu huma kif ġej:



Q6. Difetti komuni tal-iwweldjar u l-kawżi u l-metodi ta 'trattament tagħhom?
Id-difetti tal-weldjatura huma maqsuma f'sitt kategoriji: xquq, kavitajiet, inklużjonijiet solidi, fużjoni mhux kompluta, penetrazzjoni mhux kompluta, u difetti fil-forma.

Xquq: Normalment ikun hemm xquq sħun u xquq kesħin. Ir-raġunijiet ewlenin għall-okkorrenza ta 'xquq sħun huma reżistenza fqira tal-qsim tal-metall bażiku, kwalità fqira tal-materjali tal-iwweldjar, għażla mhux xierqa tal-parametri tal-proċess tal-iwweldjar, u stress intern eċċessiv tal-iwweldjar;
Ir-raġunijiet ewlenin għall-okkorrenza ta 'xquq kesħin huma disinn tal-istruttura tal-iwweldjar mhux raġonevoli, tqassim mhux xieraq tal-ħjata tal-iwweldjar, u miżuri ta' proċess tal-iwweldjar mhux raġonevoli, bħal ebda tisħin minn qabel qabel l-iwweldjar u tkessiħ rapidu wara l-iwweldjar.
Il-metodu ta 'trattament huwa li jittaqqab toqob kontra l-qsim fiż-żewġt itruf tal-qasma jew neħħi l-metall tal-weldjatura fil-qasma għall-iwweldjar tat-tiswija.
Kavitajiet: normalment maqsuma f'żewġ tipi: toqob ta 'l-arja u toqob li jinxtorob tal-crater. Ir-raġunijiet ewlenin għall-ġenerazzjoni tal-porożità huma ħsara serja lill-kisi tal-elettrodu, l-elettrodu u l-fluss mhumiex moħmija, il-metall bażiku għandu tbajja taż-żejt jew sadid u ossidi, il-kurrent tal-iwweldjar huwa żgħir wisq, it-tul tal-ark huwa twil wisq , il-veloċità tal-iwweldjar hija mgħaġġla wisq, eċċ Il-metodu ta 'trattament huwa pala. Neħħi l-metall tal-weldjatura fil-porożità, u mbagħad issewwi l-weldjatura.

Kavitajiet: normalment maqsuma f'żewġ tipi: toqob ta 'l-arja u toqob li jinxtorob tal-crater. Ir-raġunijiet ewlenin għall-ġenerazzjoni tal-porożità huma ħsara serja lill-kisi tal-elettrodu, l-elettrodu u l-fluss mhumiex moħmija, il-metall bażiku għandu tbajja taż-żejt jew sadid u ossidi, il-kurrent tal-iwweldjar huwa żgħir wisq, it-tul tal-ark huwa twil wisq , il-veloċità tal-iwweldjar hija mgħaġġla wisq, eċċ Il-metodu ta 'trattament huwa pala. Neħħi l-metall tal-weldjatura fil-porożità, u mbagħad issewwi l-weldjatura.
Ir-raġunijiet ewlenin għat-tnaqqis tal-crater tal-ark huma li l-kurrent tal-iwweldjar huwa kbir wisq, il-veloċità tal-iwweldjar hija mgħaġġla wisq, l-ark jintefa malajr wisq, u l-metall tal-mili ma jiġix miżjud ripetutament mal-post tat-tifi tal-ark. Il-metodu ta 'trattament huwa l-iwweldjar tat-tiswija fil-crater tal-ark.

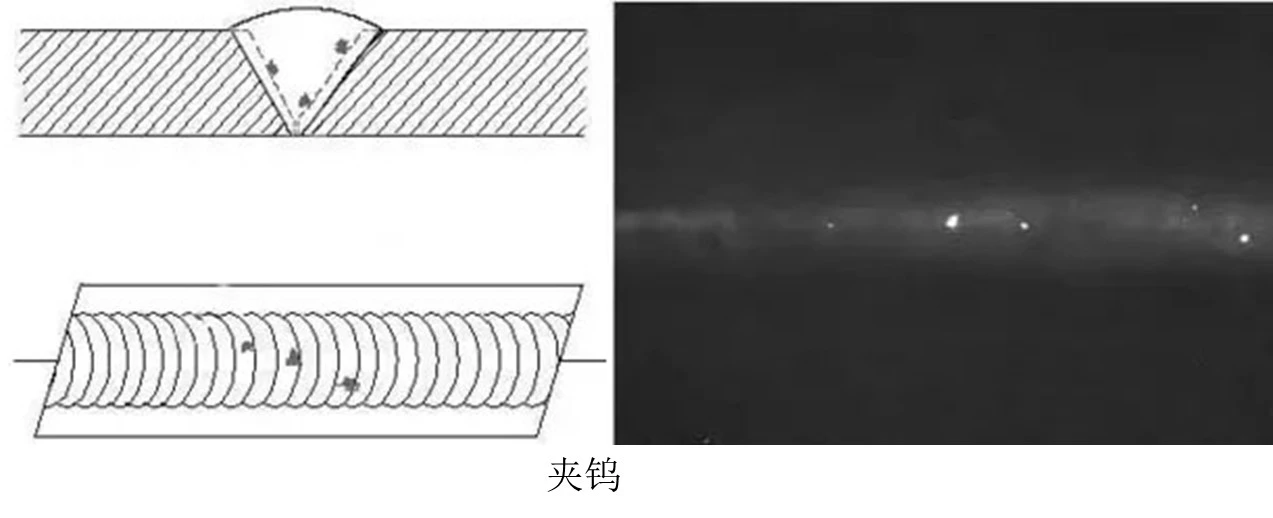
Inklużjonijiet solidi: Hemm żewġ difetti ta 'inklużjoni tal-gagazza u inklużjoni tat-tungstenu. Ir-raġunijiet ewlenin għall-inklużjoni tal-gagazza huma kwalità fqira tal-materjali tal-iwweldjar, kurrent tal-iwweldjar żgħir wisq, veloċità tal-iwweldjar mgħaġġla wisq, densità għolja wisq tal-gagazza, li tfixkel il-gagazza milli żżomm f'wiċċ l-ilma, u l-gagazza ma titnaddafx waqt l-iwweldjar b'ħafna saffi. Il-metodu ta 'trattament huwa li tneħħiha. Il-metall tal-weldjatura fl-inklużjonijiet tal-gagazza mbagħad jissewwa.
Ir-raġuni ewlenija għall-okkorrenza tal-inklużjoni tat-tungstenu hija li l-elettrodu tat-tungstenu huwa f'kuntatt mal-metall tal-pool imdewweb waqt l-iwweldjar bl-ark tal-argon. Il-metodu ta 'trattament huwa li ħaffer il-metall difettuż fl-inklużjoni tat-tungstenu u jerġa' iwweldja.

Nuqqas ta 'fużjoni u penetrazzjoni: Ir-raġunijiet ewlenin huma li l-kurrent tal-iwweldjar huwa żgħir wisq, il-veloċità tal-iwweldjar hija mgħaġġla wisq, id-distakk tal-angolu tal-kanal huwa żgħir wisq, u t-teknoloġija tal-operazzjoni mhix tajba.
Il-metodu ta 'trattament għan-nuqqas ta' fużjoni huwa li jitneħħa l-metall tal-weldjatura fin-nuqqas ta 'fużjoni u mbagħad isewwih bl-iwweldjar.
Il-metodu ta 'trattament għal penetrazzjoni mhux kompluta huwa li n-naħa waħda ta' l-istruttura b'ftuħ tajjeb ma tkunx ippenetrata, u l-iwweldjar jista 'jissewwa direttament fuq in-naħa ta' wara tal-weldjatura.
Għal weldjaturi importanti li ma jistgħux jissewwew direttament bl-iwweldjar, il-metall ta 'weldjatura mhux komplut għandu jitneħħa u jerġa' jiġi wweldjat.

Difetti fil-forma: inkluż undercut, xoffa tal-weldjatura, waqgħa, jinxtorob tal-għeruq, allinjament ħażin, devjazzjoni tal-angolu, weldjatura super-għolja, irregolarità tal-wiċċ, eċċ.

Q7. Miżuri komuni biex jipprevjenu dmugħ laminari tal-folji?
F'ġonot f'forma ta 'T, f'forma ta' salib u flett, meta l-ħxuna tal-pjanċa tal-ħanek ma tkunx inqas minn 20mm, sabiex tiġi evitata jew tnaqqas l-istress kbir li jinxtorob tal-iwweldjar fid-direzzjoni tal-ħxuna tal-pjanċa tal-metall bażi, l-istruttura konġunta li ġejja disinn għandu jiġi adottat:
Taħt il-kundizzjoni li r-rekwiżiti tal-fond tal-penetrazzjoni u l-kumpattezza tal-weldjatura jiġu sodisfatti, għandhom jiġu adottati angolu tal-kanal tal-iwweldjar iżgħar u vojt (a);
Fil-ġonot tal-flett, tintuża skanalatura simetrika jew skanalatura (b) preġudikata lejn il-pjanċa tal-ġenb;
Uża l-iwweldjar simmetriku taċ-ċanfrin b'żewġ naħat minflok iwweldjar asimmetriku b'ġenb wieħed (c);
F'ġonta f'forma ta 'T jew flett, it-tarf tal-pjanċa soġġett għall-istress tat-tensjoni tal-welding fid-direzzjoni tal-ħxuna tal-pjanċa jisporġi miż-żona tal-weldjatura tal-ġonta (d);
F'ġonot f'forma ta 'T u f'forma ta' salib, sezzjonijiet ta 'transizzjoni ta' azzar fondut jew azzar falsifikat huma użati biex jissostitwixxu ġonot f'forma ta 'T u f'forma ta' salib (e, f) b'ġonot tal-butt;

Ibdel id-direzzjoni tal-forza tal-ġonta tal-pjanċa ħoxna biex tnaqqas l-istress fid-direzzjoni tal-ħxuna;
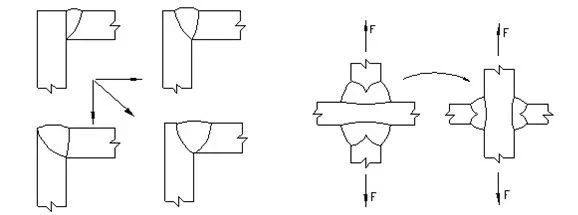
Għal ġonot taħt tagħbija statika, taħt il-kondizzjoni li r-rekwiżiti tal-kalkolu tas-saħħa tal-ġonta jkunu sodisfatti, il-weldjaturi tal-kanal tal-penetrazzjoni sħiħa huma sostitwiti mill-weldjaturi tal-ġonta tal-butt u tal-flett b'penetrazzjoni parzjali.

Q8. Metodu ta 'spezzjoni tal-kwalità tal-weldjatura?
Meta l-weldjatura tiġi spezzjonata wara l-iwweldjar, l-ewwel għandha titwettaq l-ispezzjoni tad-dehra, u l-għajn jew il-lenti għandhom jintużaw biex josservaw jekk hemmx xi difetti, bħal undercut, burn-through, penetrazzjoni mhux kompluta, xquq, tarf ħażin , sodda, eċċ., u ċċekkja jekk id-daqs tal-weldjatura jikkonformax ma 'Require.
Id-difetti ġewwa l-weldjatura huma komunement skoperti bl-ultrasoniku. Il-prinċipju huwa li tuża l-enerġija ultrasonika biex tippropaga ġewwa l-metall, u l-prinċipju ta 'riflessjoni u rifrazzjoni se jseħħ meta tiltaqa' mal-interface taż-żewġ midja biex tispezzjona d-difetti interni tal-weldjatura, u jista 'jiġi ġġudikat skond il-forma tal-mewġ. Hemm difetti u postijiet ta 'difetti.
Peress li hemm wiċċ li jirrifletti bejn is-sonda u l-biċċa tat-test, couplant għandu jiġi applikat fuq il-wiċċ tal-weldjatura waqt spezzjoni ultrasonika, u l-mewġ ultrasoniku ma jistax jiddetermina t-tip u d-daqs tad-difett.
L-ittestjar mhux distruttiv kultant jintuża wkoll għall-ispezzjoni radjografika. Hemm żewġ tipi ta 'spezzjoni tar-raġġi-X u spezzjoni tar-raġġi-X. Il-prinċipju huwa li meta r-raġġ jgħaddi mill-weldjatura spezzjonata, jekk ikun hemm difett, l-attenwazzjoni tar-raġġ li tgħaddi mid-difett hija żgħira, għalhekk il-film fotosensittiv fuq wara tal-weldjatura huwa aktar b'saħħtu, u wara li l-film jinħasel , se jintwera fuq id-difett. Jidhru tikek suwed jew strixxi.
Il-ħin tal-irradjazzjoni tar-raġġi X huwa qasir, il-veloċità hija mgħaġġla, it-tagħmir huwa kumpless, l-ispiża hija għolja, u l-kapaċità ta 'penetrazzjoni hija żgħira, u l-ħxuna tal-weldjatura li għandha tiġi skoperta hija inqas minn 30mm. It-tagħmir ta 'spezzjoni tar-raġġi huwa ħafif, faċli biex topera, u għandu kapaċità qawwija ta' penetrazzjoni.
Q9. X'inhi l-bażi biex jiġu ġġudikati r-riżultati waqt l-ispezzjoni tat-teħid tal-kampjuni?
Meta r-rata mhux kwalifikata tan-numru ta 'weldjaturi fl-ispezzjoni tat-teħid tal-kampjuni hija inqas minn 2 fil-mija, il-lott ta' aċċettazzjoni huwa kwalifikat;
Meta r-rata mhux kwalifikata tan-numru ta 'weldjaturi fl-ispezzjoni tat-teħid tal-kampjuni tkun akbar minn 5 fil-mija, il-lott ta' aċċettazzjoni ma jkunx kwalifikat;
Minbarra s-sitwazzjoni fil-ħames paragrafu ta 'dan l-artikolu, meta r-rata mhux kwalifikata tan-numru ta' weldjaturi fl-ispezzjoni tat-teħid tal-kampjuni hija 2 fil-mija sa 5 fil-mija, l-ispezzjoni tat-teħid tal-kampjuni għandha tiġi rduppjata, u linja ta 'estensjoni tal-ħjata tal-iwweldjar fuq it-tnejn. naħat tal-parti oriġinali mhux kwalifikata għandhom jiġu miżjuda. Meta r-rata mhux kwalifikata fil-ħjata ma tkunx aktar minn 3 fil-mija, l-aċċettazzjoni tal-lott hija kwalifikata; meta tkun akbar minn 3 fil-mija, l-aċċettazzjoni tal-lott mhix kwalifikata;
Meta l-aċċettazzjoni tal-lott tonqos, il-weldjaturi kollha li jifdal tal-lott għandhom jiġu spezzjonati;
Jekk jinstab difett ta 'xquq wieħed fl-ispezzjoni, għandha titwettaq spezzjoni fuq il-post doppju. Jekk ma jinstab l-ebda difett ta 'xquq fil-weldjatura ta' spezzjoni fuq il-post doppju, l-aċċettazzjoni tal-lott għandha tiġi aċċettata; Jekk ikun kwalifikat, il-weldjaturi kollha li jifdal fil-lott għandhom jiġu spezzjonati.
Q10 Liema sitwazzjonijiet jeħtieġ li jgħaddu mill-kwalifika tal-proċedura tal-iwweldjar?
Minbarra l-kundizzjonijiet eżentati mill-valutazzjoni fil-kodiċi nazzjonali tal-iwweldjar tal-istruttura tal-azzar, l-azzar, materjali tal-iwweldjar, metodi tal-iwweldjar, forom konġunti, pożizzjonijiet tal-iwweldjar, sistemi ta 'trattament tas-sħana wara l-iwweldjar, parametri tal-proċess tal-iwweldjar, miżuri ta' tisħin minn qabel u wara tisħin adottati minn l-unità tal-kostruzzjoni għall-ewwel darba Skont il-kundizzjonijiet ta 'kombinazzjoni ta' dawn il-parametri, l-evalwazzjoni tal-proċedura tal-iwweldjar għandha titwettaq qabel il-fabbrikazzjoni u l-installazzjoni tal-komponenti strutturali tal-azzar.



